Линия по производству тисненых металлических композитных наружных панелей

Краткое описание:
Линия по производству тисненых металлических композитных наружных панелей – это производство экологически чистых легких строительных материалов нового типа, которые в настоящее время популярны во всем мире.и декоративные стеновые панели на основе пенополиуретана.Он может производить огнестойкие теплоизоляционные декоративные стеновые панели со стальной пластиной на поверхности.полиуретан посередине.и алюминиевая фольга или стальная пластина внизу.
Информация о продукте
Теги продукта
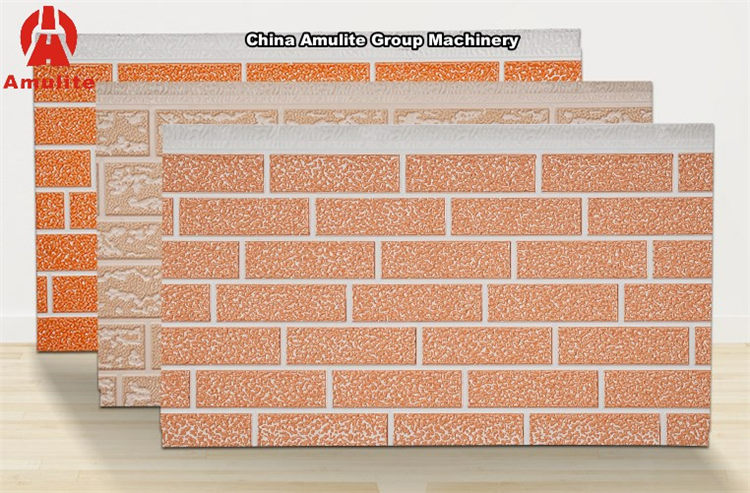
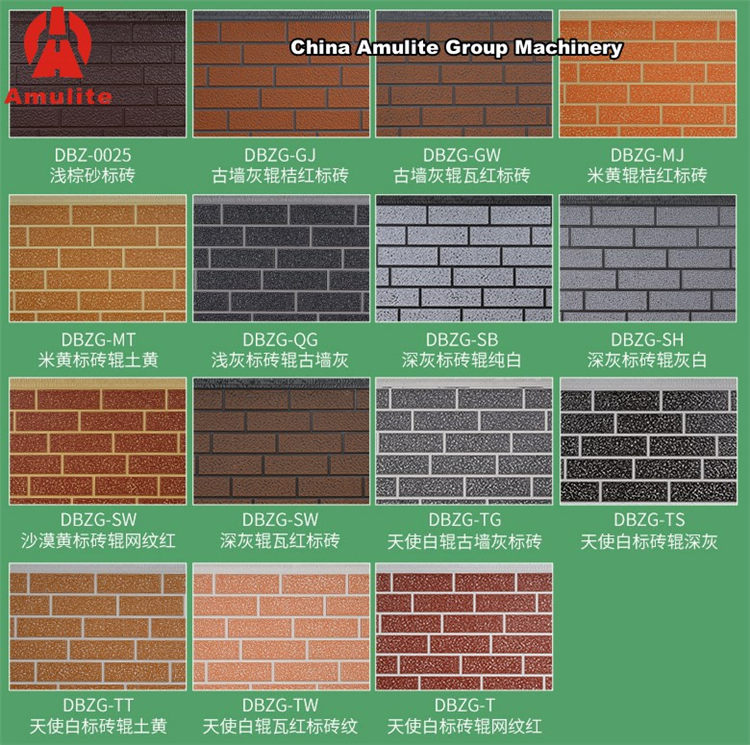
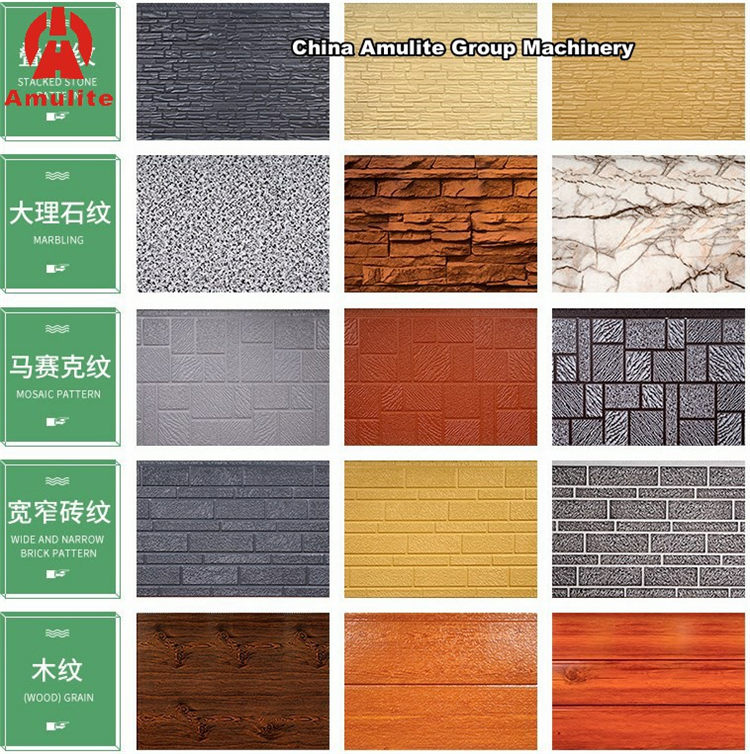
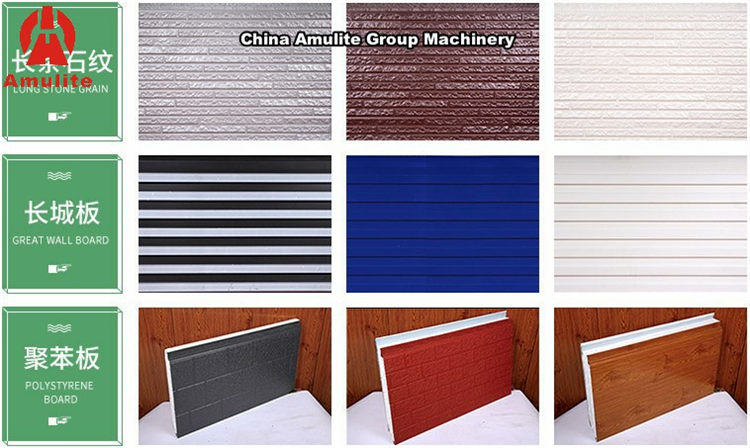
1. Введение в стеновую панель
Линия по производству тисненых металлических композитных наружных панелей – это производство экологически чистых легких строительных материалов нового типа, которые в настоящее время популярны во всем мире.и декоративные стеновые панели на основе пенополиуретана.Он может производить огнестойкие теплоизоляционные декоративные стеновые панели со стальной пластиной на поверхности.полиуретан посередине.и алюминиевая фольга или стальная пластина снизу. Основные области применения продукции: реконструкция старых зданий.элитные апартаменты-виллы.виллы.отели.легкие стальные конструкции.мобильные дома.фермерские дома.крупные торговые центры.внутренние и наружные стены заводов.и т. д.

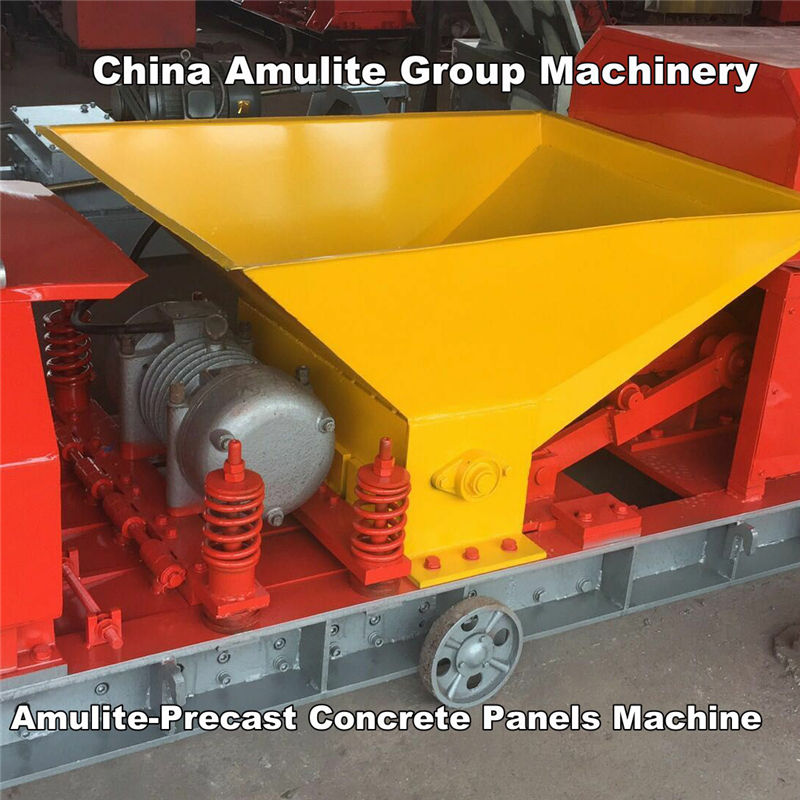
2. Состав оборудования
Линия по производству наружных панелей из тисненого металла Главный размотчик → Тиснительная машина → Правильная машина → Машина для формирования боковых сторон → Нагревательная платформа → Машина для впрыска пены AB → Машина для ламинирования алюминиевой цепной пластины → Отрезная пила → Окраска → Упаковка и т. д.
3. Основные технические параметры линии по производству тисненых металлических композитных наружных панелей.
Спецификация стеновой панели: А.380×16 мм Б. (380–500) × (30–40) мм
Скорость производства: 4-10 м/мин.
Длина двойного гусеничного шасси из алюминиевого сплава: 18-24 м.
Общая мощность оборудования: около 60 кВт
Мощность производственной линии: около 1 000 000 кв.м.

4. Линия по производству тисненых металлических композитных наружных панелей. Введение структуры и функции устройства.
Ⅰ.Разматыватель
Функция: используется для размотки и тиснения стальных рулонов
Тип конструкции: стальная сварная рама.Боковое смещение осуществляется с помощью гидравлического цилиндра.Предотвратите отклонение материала катушки.Раскручивание принимает пассивный тип.Имейте пневматический тормоз для контроля натяжения.

Ⅱ.Машина для тиснения
Функция: в соответствии с различными моделями стеновых панелей.Два противоположных металлических валика для тиснения используются для прессования различных рисунков цветной стали.
Ⅲ.Пенообразователь:
Пенообразователь непрерывного действия низкого давления типа BLC(R) или Пенообразователь высокого давления PH(R/F).Используйте 1 резервуар со смолой (A).1. Резервуар с отвердителем (B). Два дозирующих насоса приводятся в действие независимыми двигателями с регулируемой частотой.Выходной поток дозирующего насоса контролируется путем изменения скорости дозирующего насоса. Наконец.Компоненты смешиваются в необходимом соотношении и равномерно распыляются между нижними стальными пластинами или другими основаниями.

Ⅳ.формовочная машина
Функция: форма тисненой цветной стали была обработана отбортовкой нескольких колес.
Ⅴ.Ламинатор
Функция: Полное вспенивание и формование полиуретана; Блок цепной пластины состоит из приводного двигателя.Цепное колесо.Цепная пластина из алюминиевого сплава.Штифтовый вал и подшипник качения.Использование метода нагрева с помощью электрической нагревательной трубки; он может быстро нагреть двухленточную машину до необходимой для производства температуры. Когда температура достигает заданного значения.Электроотопление можно включить или отключить в зависимости от реальной ситуации.
Ⅵ.Пильный станок фиксированной длины
Функция: распилить сформированную доску в соответствии с заданным размером.
Функция: База.Фюзеляж и верхняя подвижная рама имеют сварную конструкцию из стали и пластин.Соединено линейной направляющей.Монтажная поверхность направляющей закончена.Обеспечьте точность установки; двигатель пилы установлен на верхней подвижной раме.Подвижная рама приводится в движение мотор-редуктором.Боковое перемещение; Зажимное устройство установлено на корпусе.Он состоит из воздушного цилиндра и прижимного блока. Устройство сброса состоит из цилиндра и буферного устройства. Когда пластина достигает заданной длины.Зажимной цилиндр толкает зажимной блок вниз.А цилиндр сброса заставляет тело двигаться вместе с пластиной;В то же время.Пильный двигатель запускается.А редукторный двигатель приводит в движение верхнюю подвижную раму в горизонтальном направлении.Чтобы осуществить поперечную резку пластины;После завершения резки.Зажимное устройство поднято.А цилиндр сброса заставляет тело вернуться в исходную точку сброса.
5. Автоматическое управление производственной линии по производству тисненых металлических композитных наружных панелей
Система автоматического управления разделена на четыре части: контроль зоны размотки и тиснения.Контроль зоны формования и ламинирования.Контроль зоны вспенивания и контроль зоны распиловки.Общая мощность составляет около 60 кВт; мощность нагревательной платформы составляет около 30 кВт.Вся система управления состоит из программируемого контроллера.Тестовый переключатель.Драйвер дельта-инвертора и другие компоненты.С помощью ввода параметров сенсорного экрана и взаимодействия кнопок.Реализовать автоматизированное производство производственной линии.Его производительность надежна и стабильна.И операция проста и легка.