





Автоматическая линия по производству блоков Amulite Amulite






Краткое описание:
Информация о продукте
Теги продукта

Что такое блок AAC?
Концепция блока AAC: Блок AAC основан на кремнистых материалах (песок, летучая зола, кремнеземсодержащие материалы и т. д.) и известковых материалах (известь, цемент) в качестве основного сырья, смешанных с воздухововлекающими агентами (алюминиевый порошок). После процесса дозирования сырья, смешивания жидкого раствора, заливки, предварительного отверждения, резки, автоклава, процесса отверждения и упаковки для производства готовых изделий из блоков AAC; его называют газобетоном, потому что он содержит большое количество однородных и мелких пор после Он газированный.
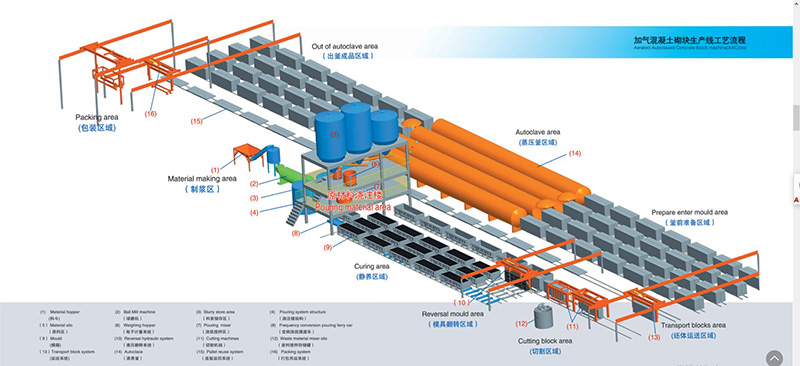
 Каков процесс производства блочных продуктов AAC?
Каков процесс производства блочных продуктов AAC?
1) :Все сырьевые материалы дозируются и смешанная суспензия;
2) :Шлам входит в систему заливки, после смешивания затем заливается в форму;
3) : Внутри пресс-формы (армирование панели), после определенной температуры и времени предварительного отверждения;
4) :После того, как влажная панель достигнет определенной твердости, пресс-форма и панели будут подняты на станок для резки с помощью переворотного крана, и переворотный кран выполнит следующую функцию:
5) : A: нужно повернуть коробку пресс-формы на 90 градусов в воздухе (одна сторона коробки пресс-формы становится опорной тележкой для корпуса мокрой панели до завершения процесса автоклавирования),
6) :B :Поднимается на тележку или опорную раму для резки, чтобы полностью открыть форму;C:Снятая рама формы и боковая пластина возвратного автоклава объединяются, образуя коробку формы после очистки, распыления масла и повторного использования. Заливка;
7) : Корпус мокрой панели разрезается на автомате для резки в шесть этапов: 1: сначала режется обе стороны корпуса панели по вертикали; 2: затем режется продольно и горизонтально;
8) : Наконец режет горизонтально, горизонтально или ножом;
9) : Корпус разрезанной панели поднимается с крана-полуфабриката вместе с нижней пластиной на тележку автоклава;
10) :Затем сгруппированы в автоклав для отверждения при высокой температуре и высоком давлении;
11) :После отверждения в автоклаве тележка будет вынута и оставлена в автоклаве;
12) :Готовая продукция штабелируется или загружается на грузовик краном для размещения готовой продукции, хорошо упаковывается;
13): Возвращена боковая пластина автоклавного отверждения;
Об основном сырье Введение
Производство блоков газобетона богато сырьем, особенно использованием летучей золы в качестве сырья, которое может не только комплексно использовать остатки промышленных отходов, лечить загрязнение окружающей среды и не наносить ущерб сельскохозяйственным угодьям, но также создавать хорошие социальные и экономические выгоды, это Является хорошей заменой традиционным полнотелым глиняным кирпичам. Хорошие многообещающие стеновые продукты были высоко оценены правительством, компанией по недвижимости, строительной командой, а правительство разработало налоговую политику, политику защиты окружающей среды, мы можем предвидеть широкие перспективы развития рынка;
1. Летучая зола/кварцевый песок
Летучая зола/кварцевый песок являются основным сырьем для производства блоков газобетона и основным источником кремниевых и алюминиевых компонентов газобетона;
2. Цемент
Цемент является основным источником прочности блоков газобетона, он обеспечивает основные известковые материалы для блоков газобетона. Цемент, подходящий для производства блоков газобетона, следует выбирать в основном с точки зрения типа и марки цемента; при производстве используется обычный портландцемент марки 52,5. В первую очередь следует выбирать цемент. В общем, чтобы снизить себестоимость производства, также можно использовать обычный портландцемент марки 42,5;
3. Лайм
Известь также является одним из основных сырьевых материалов для производства блоков газобетона. Ее основная функция заключается в сотрудничестве с цементом для получения эффективного оксида кальция, чтобы она могла взаимодействовать с SIO2 и Al203 в кремнистых материалах в гидротермальных условиях для производства гидрата кремния и кальция. Кислота. Таким образом, известь является одним из основных источников прочности блока газобетона. Эффективное содержание оксида кальция в извести, используемой для производства блока газобетона, должно быть выше 65%, предпочтительно выше 80%.
4. Гипс
Гипс является регулятором процесса выделения воздуха при производстве блоков газобетона. Регулирующее действие гипса в основном отражается в замедлении разваривания негашеной извести и скорости загустения суспензии. Основным химическим компонентом гипса является CASO4; существует три типа гипса. Рынок; сырой гипс, ангидрит и гипс. Кроме того, в процессе химического производства также производятся отходы гипса. Например, фосфогипс от производства фосфатных удобрений, фторгипс от производства фторсодержащих химикатов и гипс от производства титана. Диоксид. Эти гипсы имеют низкую стоимость и могут заменить природный гипс и снизить производственные затраты;
5. Воздухообразующий агент
Блок AAC должен содержать воздухообразующий агент для создания пор в блоке и формирования легкой пористой структуры;
6. Стабилизатор пены
После испарения газов воздухообразующего агента из-за тонкой стенки формы пену легко сломать и разрушить под воздействием различных условий, что влияет на качество бетона. Поэтому в состав необходимо добавить стабилизатор пены. Жидкость.
Производственный процесс
1): Хранение и поставка сырья для блока AAC
Сырье доставляется на завод на автомобилях, а муха (песок, каменный порошок) концентрируется на складе сырья, а при использовании транспортируется в бункер. Цемент в мешках или цемент навалом хранится на складе цемента. При использовании он загружается и транспортируется в бункер. Химические вещества, алюминиевый порошок и т. д. помещаются в хранилище химикатов и хранилище алюминиевого порошка, соответственно, и при использовании передаются в производственный цех.
2) ![]() переработка сырья для блоков AAC
переработка сырья для блоков AAC
Летучая зола (или песок, каменный порошок) отправляется в шаровую мельницу через электромагнитный вибрационный питатель и ленточный конвейер, а измельченная летучая зола (или песок, каменный порошок) отправляется в шламовый резервуар для хранения с помощью насоса для летучей золы.
Известь отправляется в щековую дробилку с помощью электромагнитного вибрационного питателя и ленточного конвейера для дробления. Дробленая известь транспортируется в резервуар для хранения извести ковшовым элеватором, а затем отправляется в шаровую мельницу с помощью винтового конвейера. Винтовой конвейер и Ковшовым элеватором подаются в дозатор порошка. После того, как химикаты вручную отмерены в определенной пропорции, готовится раствор определенной концентрации и отправляется в резервуар для хранения на хранение.
Алюминиевый порошок транспортируется со склада алюминиевого порошка в производственный цех и поднимается на второй этаж дозировочного здания с помощью электрического подъемника. Залейте в смеситель, чтобы количественно добавить воду, и размешайте ее в суспензию алюминиевого порошка.
3): Смешивание суспензии и заливка блоков AAC;
Известь и цемент последовательно отправляются на автоматические весы с помощью винтового конвейера под дозатором порошка для совокупного измерения. Под весами находится винтовой конвейер для равномерного добавления материалов в заливочный смеситель.
Летучая зола (или песок, каменный порошок) и суспензия отходов помещаются в измерительный цилиндр для измерения. После измерения различных материалов форма устанавливается на место, и суспензия может быть перемешана. Шлам должен соответствовать технологическим требованиям (приблизительно 45 ℃) Перед заливкой. Если температуры недостаточно, нагрев автоклава может быть осуществлен в резервуаре для дозирования суспензии, а суспензия алюминиевого порошка может быть добавлена за 0,5-1 минуту до заливки материалов;
4) :Предварительное отверждение и резка блоков AAC
После заливки пресс-форма перемещается в камеру первоначального отверждения с помощью конвейерной цепи для газификации и первоначальной настройки. Температура в помещении составляет 50 ~ 70 ℃, а время начального отверждения составляет 1,5-2 часа (в зависимости от благоприятных географических условий, это Процесс можно исключить). Используйте подъемник отрицательного давления, чтобы поднять раму формы и тело влажного блока на стол для резки, где заранее размещается нижняя пластина тележки автоклава. Снимите раму формы. Станок для резки выполняет поперечные разрезы. ,Продольная резка и фрезеровка мокрого блока.Рама пресс-формы поднимается обратно в тележку для очистки и обезжиривания, а затем поднимается в тележку для следующей отливки. Корпус вырезанного блока и нижняя пластина автоклава поднимаются на тележку автоклава с помощью крана и устанавливаются на нее. Два этажа. Между этажами четыре опоры, и несколько автоклавных тележек сгруппированы вместе.
Отходы по краям и углам тела влажного блока, образующиеся во время резки, отправляются в мешалку для шлама рядом с режущим станком с помощью шнекового конвейера, а вода добавляется для получения суспензии отходов для использования в пакетировании.
5) : Автоклавированный блок AAC и готовый продукт.
После того, как корпус собран на парковочной линии перед автоклавом, откройте дверь автоклава, выходящую из автоклава, сначала вытащите готовую тележку автоклава из автоклава с помощью подъемника, а затем потяните тележку автоклава для автоклавирования. В автоклав с помощью подъемника автоклав обслуживается. Готовая продукция на тележке автоклава поднимается на склад готовой продукции мостовым краном, а затем транспортируется на склад готовой продукции вилочным погрузчиком. Пустая тележка автоклава и дно Пластина автоклава поднимается обратно на линию возврата каретки, а укладчик тянется назад подъемником после очистки. Переходите к следующему циклу.
Выставка производственного оборудования
1): Секция измельчения и изготовления суспензии
| Традиционный процесс контроля плотности суспензии не является строгим. Плотность протоплазмы часто определяется искусственным измерением. Ошибка больше. Плотность циркулирующей плазмы используется для контроля на основе опыта. Так, при производстве высококачественных продуктов в небольших объемах .Квалифицированная скорость и качество продукции не идеальны. Плотность амулита с использованием новейшего метода измерения трубопровода имеет следующие преимущества1. Жидкость циркулирует между резервуаром и денсиметром, данные о плотности суспензии измеряются по трубопроводу плотности в реальной извести и обратной связи с центральной диспетчерской. Чтобы отрегулировать соотношение воды при варке шаровой мельницы и заполнении Шламового резервуара. Цель непрерывной коррекции плотности в реальном времени достигается:2. Труба для измерения плотности должна измерять концентрацию всей суспензии. Измеряйте точность без ошибок. А затем промывайте всю трубу после смены, чтобы обеспечить точность следующего измерения. |  | |||
 | ||||
| Машина для производства суспензии летучей золы | Миксер для хранения навозной жижи | Материальная шкала | Система заливки | |
| 2):Оборачиваемость и раздел резки | ||||
 Основные характеристики автомата для резки Amulite1): Простая конструкция, удобная в установке и обслуживании;2) : Крепится к земле, приводится в движение планетарным редуктором. При вертикальной резке режущий станок выполняет эксцентричную и качающуюся резку, что повышает эффективность резки. Делает более удобным изменение размера резки. Основные характеристики автомата для резки Amulite1): Простая конструкция, удобная в установке и обслуживании;2) : Крепится к земле, приводится в движение планетарным редуктором. При вертикальной резке режущий станок выполняет эксцентричную и качающуюся резку, что повышает эффективность резки. Делает более удобным изменение размера резки. 3) : Впитывая немецкие технологии, добавлен вакуумный аспиратор, этот режущий станок может легко избавиться от отходов вышеперечисленных материалов, не разрушая какую-либо часть готовых блоков и обеспечивая скорость прохождения продукции; 4) : Благодаря 6-сторонней резке всего блока скорость прохождения продукта увеличивается, поскольку на качество готовой продукции больше не влияет смена пресс-форм. 5) :Высокая шероховатость поверхности готовых блоков благоприятна для строительной эксплуатации и строительства. 6) :Приняв технологию числового управления позиционированием, эта машина уменьшает тряску в процессе поворота, перемещения, резки и транспортировки. Кроме того, по запросу клиента ее можно модернизировать до системы управления ПЛК, чтобы увеличить скорость прохождения продукта. | ||||
 | ||||
| Гидравлический преобразователь частоты оборотный кран | Горизонтальный отрезной станок | |||
| 1): Гидравлический поворотный кран с преобразователем частоты поворачивает пресс-форму с блоком на 90 градусов, помещает ее на перетаскивающую тележку блока преобразования частоты и выполняет работы по разборке формы;2): Тележка для перетаскивания блоков с преобразованием частоты перетаскивает блок на режущий станок для резки. Оборотный кран реорганизует, очищает и полирует пресс-форму и поддоны, чтобы подготовить их к повторному использованию. | Поворотный кран поворачивает форму на 90 градусов, снимает форму и помещает весь блок и нижнюю пластину на тележку для перетаскивания блоков. Тележка для перетаскивания блоков доставит весь блок в станок для резки и завершит горизонтальную резку, отслаивая весь блок с двух сторон и разделяя его. Ненужные материалы. | |||
   | ||||
| 3):Обратный кран для удаления нижнего ненужного материала | ||||||||||
 | Это устройство разработано компанией Amulite Group, чтобы помочь нашим клиентам полностью решить проблему отходов нижнего материала.Это устройство включает в себя переворотную платформу и кран, оно может удалять верхний и нижний ненужный материал. Этот кран также может использоваться в качестве транспортного крана для полуфабрикатов. | |||||||||
| Транспортный кран перед автоклавом | Опорная пластина | Автоклавная тележка | ||||||||
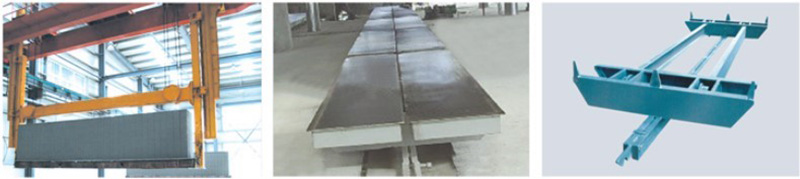 | ||||||||||
| После резки транспортный кран переносит блок на тележку автоклава для входа в автоклав. Это устройство имеет простую структуру, стабильную работу, хорошее качество и простоту в обслуживании. | Опорная пластина, разработанная Amulite Group, также может быть боковой пластиной, ее не нужно менять, пока она не выйдет из автоклава. Она изготовлена из марганцевой стали и никогда не деформируется под воздействием высокой температуры и давления. | Он состоит из профильной стали хорошего качества и имеет простую структуру. Застревания и искажения не произойдут при высокой температуре и высоком давлении в среде отверждения в автоклаве. Кран поместил влажный блок на тележку для отверждения в автоклаве и в автоклав для автоклавирования. Сохраняется до снятия готовых блоков; | ||||||||
| 4): Оборудование для обработки готовой продукции | ||||||||||
 | Обычно автоклавированные блоки и пластины иногда имеют слипания. Разделительная машина предназначена для полного разделения склеиваемых блоков без какого-либо повреждения блоков, что объединяет функции традиционной разделительной машины и носителя готового продукта. Каждая сепарационная рука управляется независимо, Решена проблема разделения блоков и панелей на одной и той же форме; оборудование осуществляет эффективную и бережную обработку, снижая общую стоимость и одновременно обеспечивая уровень качества. | |||||||||
| Линия транспортировки и упаковки | ||||||||||
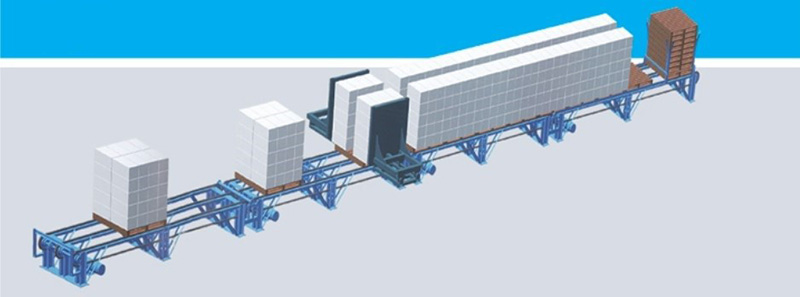 | ||||||||||
| Эта системная линия включает в себя линию транспортировки и упаковки деревянных поддонов, которая в основном предназначена для готовых блоков AAC. Вся пресс-форма будет перемещаться на деревянный поддон одновременно с помощью зажимного устройства для готовой продукции для дальнейшего распределения и упаковки. Эта линия. Эта машина имеет такие характеристики, как автоматическое распределение с помощью компьютера, точное позиционирование во время транспортировки и автоматическое разделение загруженного деревянного поддона, в этом случае это удобно для упаковки и транспортировки. | ||||||||||
| 5): больше машин показывают | ||||||||||
 Готовая продукция Зажим Готовая продукция Зажим |  Поворотный зажим Поворотный зажим | |||||||||
 | ||||||||||
| Специальный кран для панелей | Штепсельная машина | Открытый игровой автомат | ||||||||
 | ||||||||||
| Шаровая Мельница | Зубодробилка, мордоворот | Автоклав | Котел | |||||||
 | ||||||||||